1.下芯
采用人工或機械下芯裝置

2.預(yù)填埋、填埋、震實
預(yù)填埋對砂箱填充部分鋼丸,保證砂芯澆口高度保持一致;下芯完成后進行鋼丸填埋和震實。

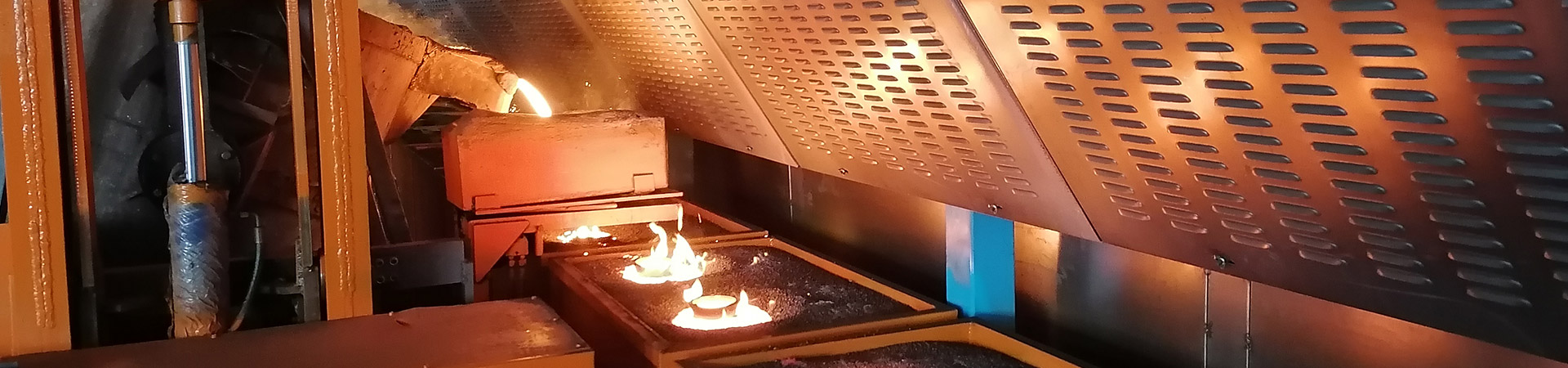
3.澆注
澆注機、環(huán)軌澆注、吊包澆注等方式

4.鑄件冷卻
澆注完成后砂箱由擺渡裝置轉(zhuǎn)運至冷卻列,根據(jù)產(chǎn)品實際需求設(shè)置冷卻時間

5.自動翻箱
達到設(shè)置冷卻時間后砂箱擺渡至翻箱工位完成自動翻箱

6.振動落砂
鑄件、廢砂、鋼丸、鐵塊統(tǒng)一進入落砂機;鑄件振動輸送進入料斗

7.生產(chǎn)線集塵方式
澆注、擺渡、翻箱、冷卻等工位采取半封閉或封閉除塵/除味

8、除塵及VOC催化燃燒設(shè)備
預(yù)填埋對砂箱填充部分鋼丸,保證砂芯澆口高度保持一致;下芯完成后進行鋼丸填埋和震實。
